How to Create a Riggen HO Scale Iso-pivot Chassis
By Richard R. Picard Jr. (contact
by e-mail) on the web: www.slotcarinnovations.net
(this how to guide also available in PDF)
(EDITOR NOTE,
August 2007: There have been advancements made to this chassis, check
this link for more...)
The goal of this project is to take a standard Riggen chassis and alter it in a period manner for better performance.
Rather than a fully scratch-built HO chassis that may be daunting to many collectors and racers, this modification focuses on simpler modifications that can be done that requires less skill. These modifications will include a dropped motor, and several versions of a iso pivot chassis. The iso-pivot is a period modification that helps put more weight on the front guide by divorcing the front axle from the main chassis. Instead it is attached to a sub chassis which pivots as far back toward the rear axle as possible. This allows some movement to the chassis which helps damp out vibration and keeps the guide in contact with the track as much as possible. The Cobramite HO cars had this same principle.
The following parts and tools will be required to make this conversion:

.032” thick flat brass stock.
.062” brass rod
.062” brass tube
.090” brass tube
.032” brass rod or music wire
Flat nose pliers
Diagonal cutters
Specialty wire bending pliers (optional)
Soldering iron
Dremel or moto tool
Riggen base chassis
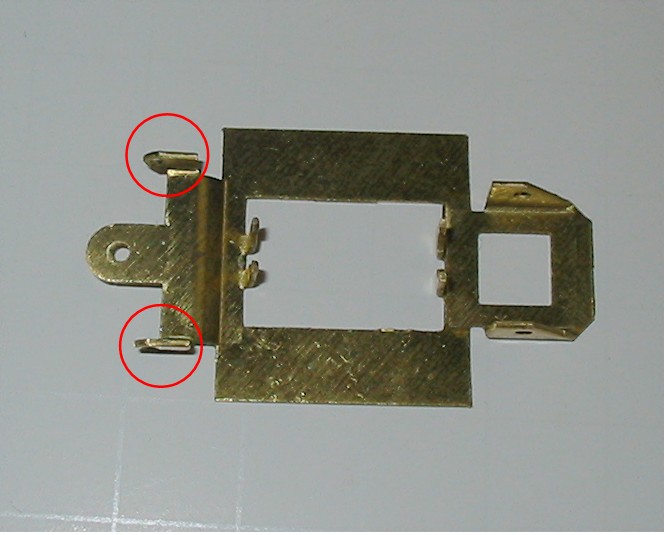
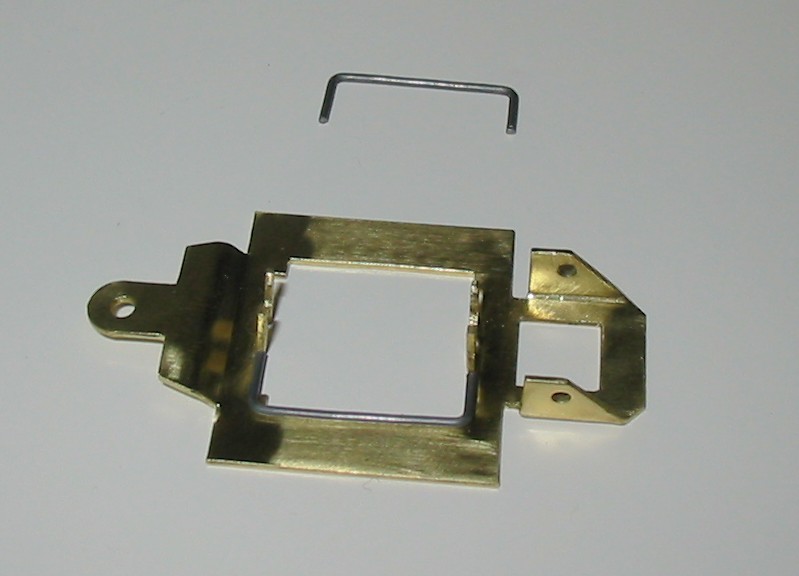
To start we take a standard Riggen base chassis and remove the front axle mounts. Do this with a fiber-reinforced cut off wheel and the Dremel. Follow all safety rules and wear safety glasses!
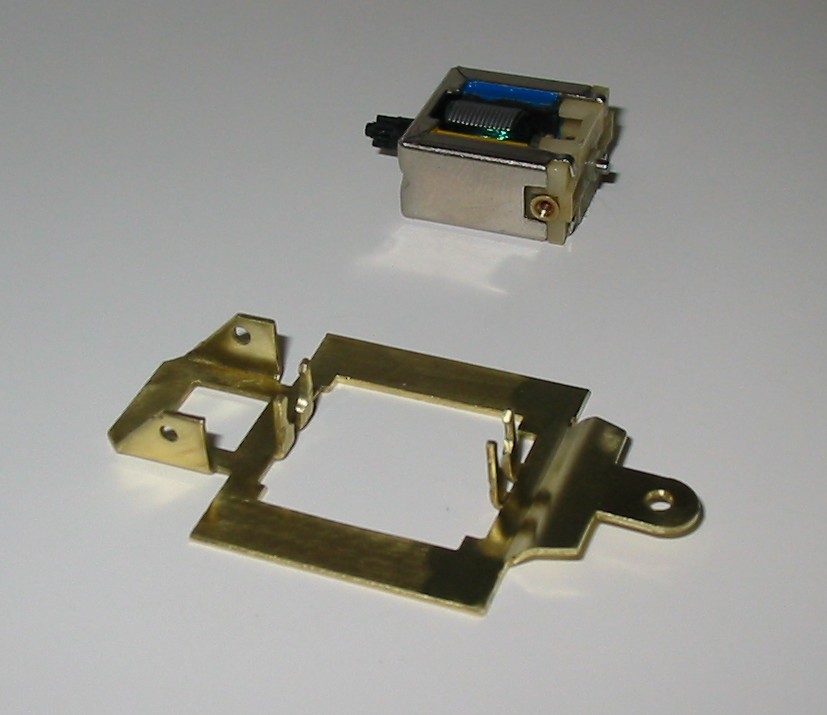
The next thing to do for this period modification is to drop the motor. The second generation of the Riggen base chassis had this – and was a direct result of racers making this modification. To do this snap the HT50 motor into its mounts and scribe around its left and right sides. Then remove the motor and carefully and methodically start filing away the brass. You can use a Dremel tool to do most of the work, but be careful. Its best to stop short and hand file until you get a perfect fit.
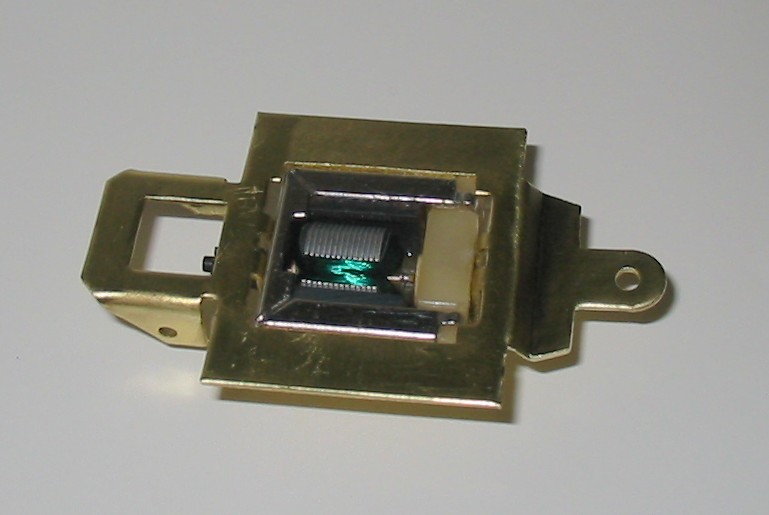
To get the motor to sit lower the mounts will need to be deepened as well by
about .03” Carefully Dremel the rounded areas of the motor mounts. Don’t
make them wider, just deeper. The motor will then snap in and fit flush with
the bottom surface of the chassis.
To keep the motor from spinning we need to add some reinforcement to the chassis.
This is really only to add a side wall to help lock the motor in place. Use
.032” music wire or brass rod bent as shown to align up to the vertical
motor mounts.
Solder them in place and the rear pivot tube. The pivot is .09” brass tube cut .75” long. Pre-tinning the parts helps immensely here.
You will need to use the Dremel and clear out the area under where the pinion will be to provide the proper clearance. I did this after soldering it in place to assure proper alignment. Snap in the motor for a quick check – once all is well, its time to start making the pivot pans.
The pans are made out of .062” brass rod in three separate pieces. After making this I think the rod may be too much weight, so you may want to experiment with a mixture of .062” rod and tubing. Using needle nose, or special wire bending pliers, bend the parts needed as shown:
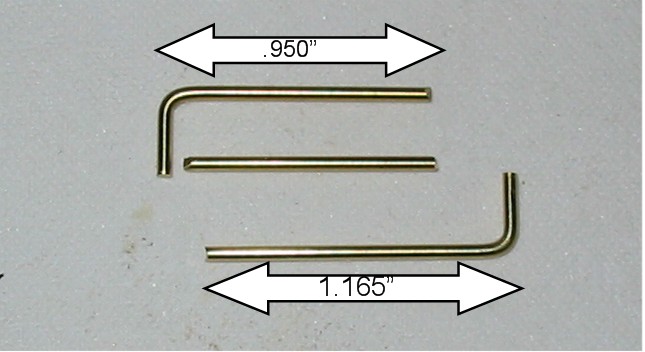
We will need two pans – one left, and one right, but the parts needed are identical. Bend them first then trim to size. The 1.165” long “L” shaped rod is going to be for front axle mounting and they will need to be matched very closely to the opposite side. To solder these effectively I am using a soldering pad, which can also take T-pins that I use as a jig. I piece of scrap wood will work just as well.


The straight section of rod will fit best in this assembly if its chamfered slightly before soldering so it will fit tightly against the bent piece. Solder up both sides and test fit them to the base chassis.
Our next step is to attach the front axle. Use a piece of .062” dia brass tube cut to about 1.25” long. It does not need to be precise as we will trim it and the axle mount uprights once everything is soldered in place. Position the chassis on the solder pad, or wood block and keep the chassis and pans square with T-pins.
In this picture above you can see a straight axle resting in place. Its been
tinned and is sitting in place with some paste flux. You’ll also note
that body-mounting tubes are in place – as this picture was taken out
of order. We will cover the mounting tube installation a bit later.
To hold all this securely in place while soldering we will use the “chopstick” method. Basically we notch a dowel or chopstick and place it over the axle to keep it in place.

We then apply heat from the soldering iron from the underside of the pans where
the axle will be soldered. Note in the above picture that a small piece of scrap
brass helps elevate the pan assembly slightly to facilitate this soldering without
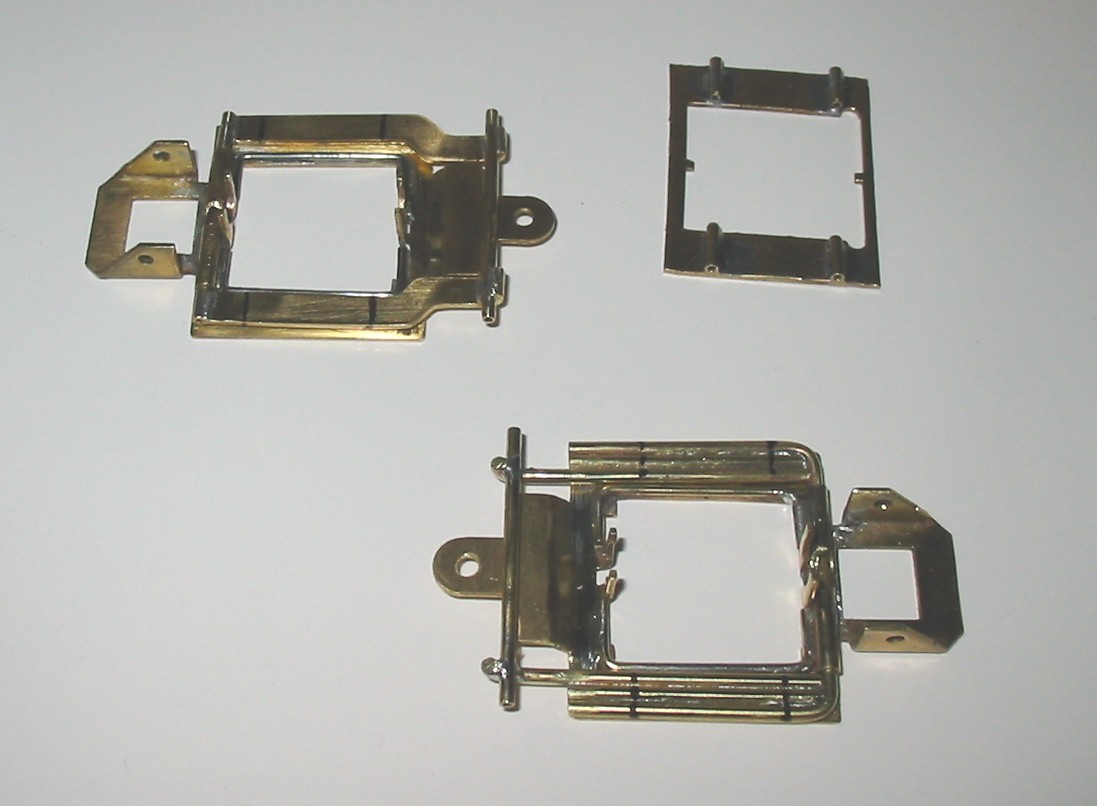
the axle touching the main chassis. When cool the pans should be joined as one
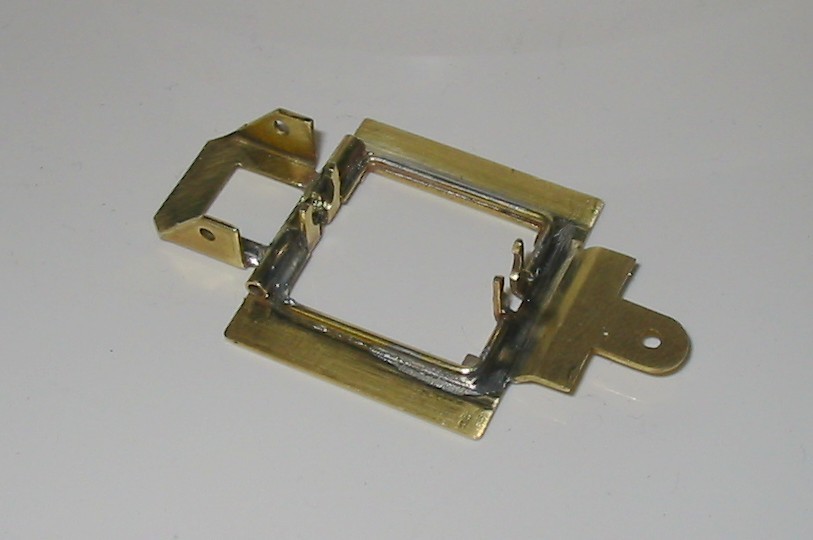
and pivot freely. Using the rods for the pans is an easy way to convert simple
materials to form the geometry necessary to make the pivot pans. Cut and shaped
brass plate can also be used as shown in the picture below. It requires more
work in creating the pans, but less soldering. The rod style however, allows
more space for front wheels.
Next we need to add body-mounting tubes. To do this I used a rattler plate from another car I had to help position the pin tubes. I then transferred their location with a marker. The brass rod pans are .062” thick compared to the thinner .032” stock rattler plate. To keep the body mounts the same we will need to lower the pins into the pan buy filing grooves for them to fit.

Use a round file to make the grooves as shown. Then cut two pieces of .062” tubing about 1.25” long and place them across both pans. This will make it easier to align and solder. Pre-tin the ends of the tube and solder in place. Once cool you can trim the centers out.
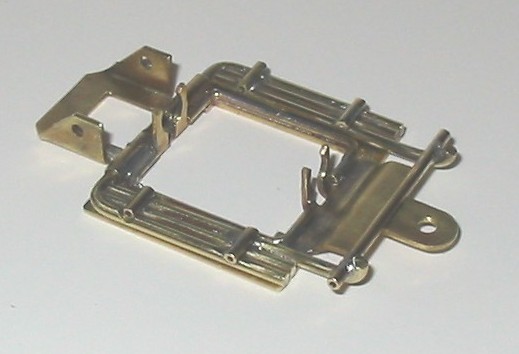
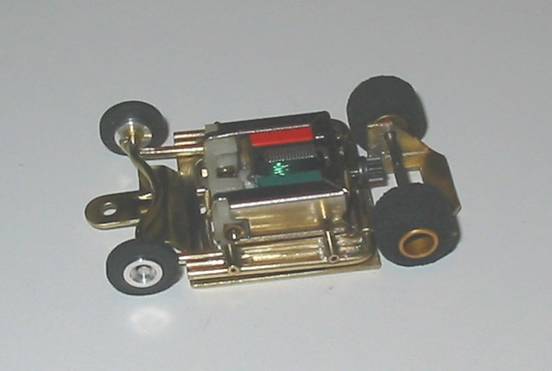
Your chassis is now complete. Clean up your soldering and polish up the brass if you so desire. The chassis now awaits some really good parts. In this case, we put on some vintage TCP front and rear wheels, vintage Riggen braided guide flag, and a hot mabuchi green wind can motor with high performance brushes.
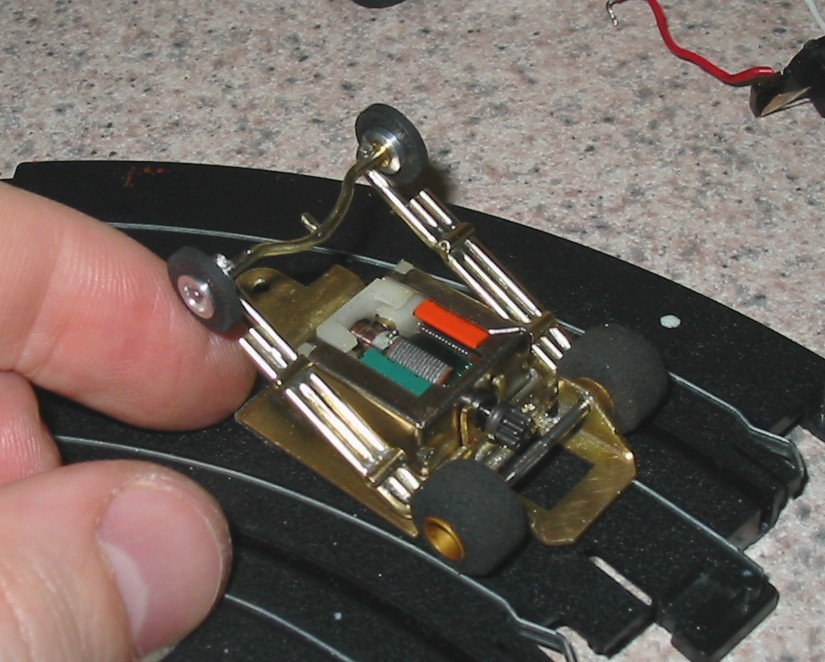
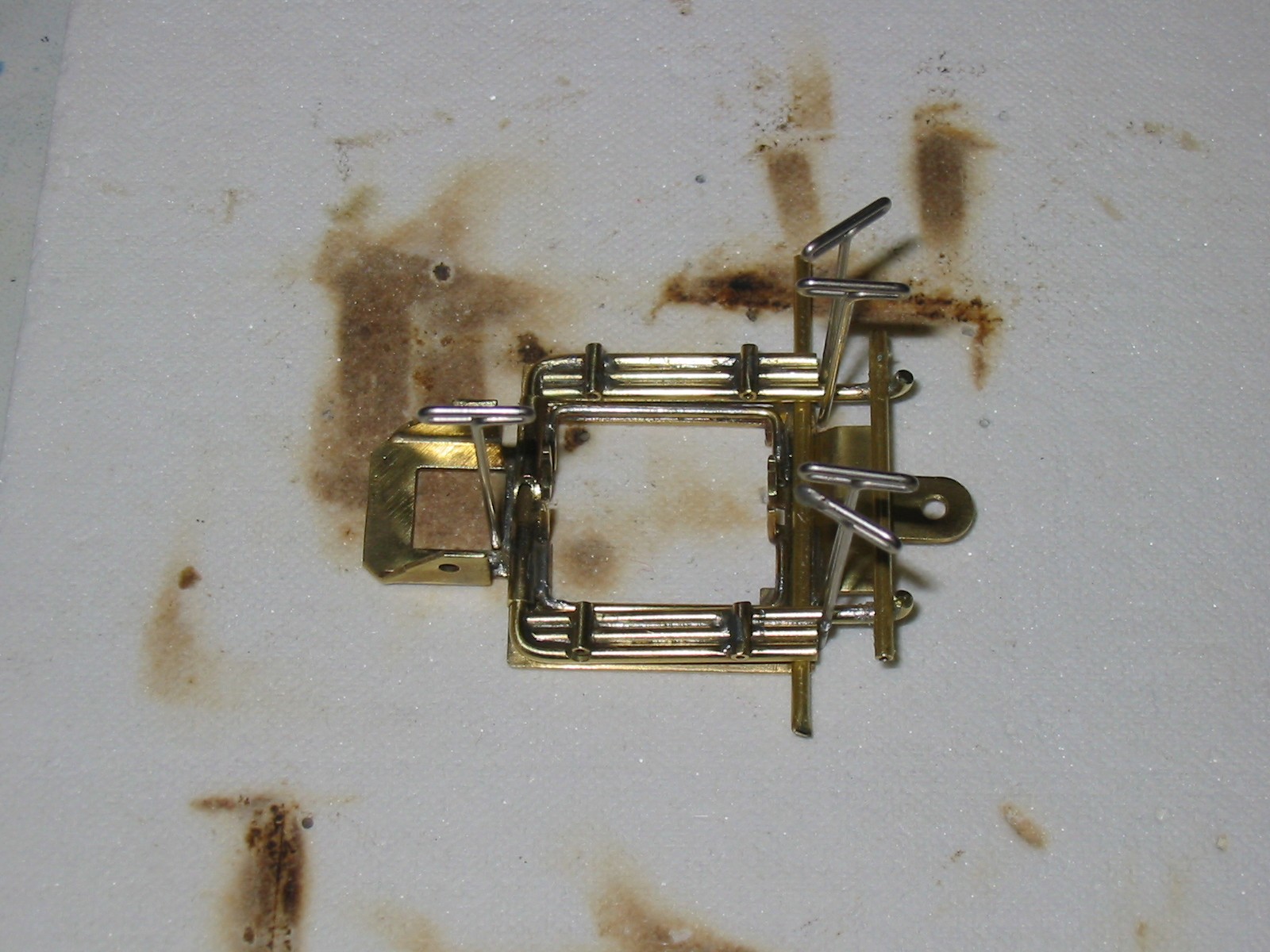
In these final pictures you can see the articulation. For running this car the
stock wire clip needs to be substituted with a direct connection to the brush
tubes. Either by using a system similar to a Tyco-pro, or by using the tooth
pick method. The tooth pick method is quite simple and quite period correct.
It is done by sticking the lead wires into the brush tubes, then
inserting the tip of a toothpick in and breaking it off. This secures the
lead wires. The articulation also should be limited with an up stop. In these
final pictures you can see that the original straight axle has been substituted
by a curved one with a small tab in the center. This tab is a stop and works
in conjunction with a brass mushroom cap used to secure the guide flag.
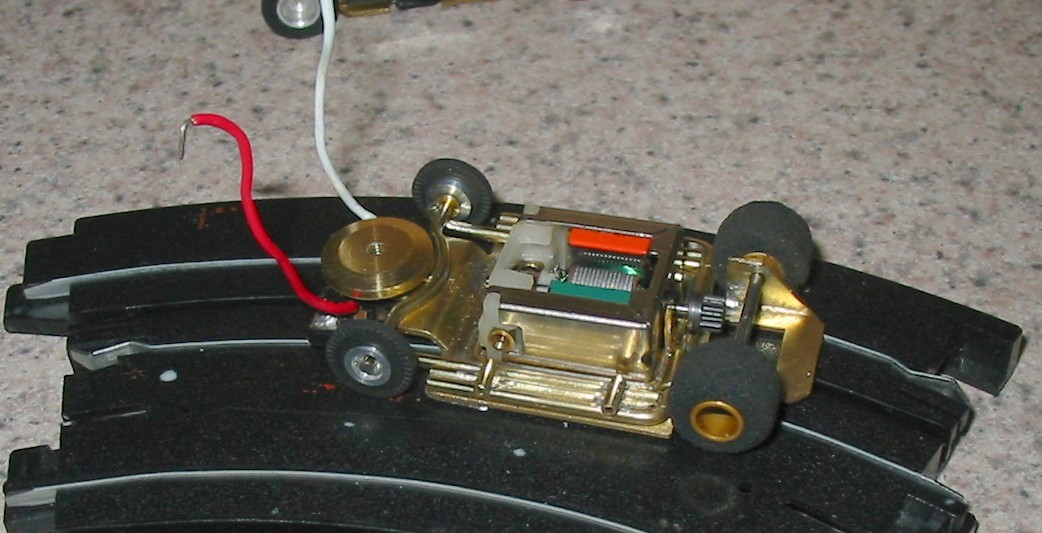
The brass cap is a copy of the ones used on the dyna-brute cars and can also be considered relatively period correct. Now just mount your favorite body and hit the track!

{kind=link}